It is difficult for us in the 21st century to imagine some of the hazards and dangers that were associated with the Industrial Revolution as it spread across the developed world 200 years ago. It was steam that drove the revolution, with boilers providing the energy for the locomotives and steam ships, as well as the stationary engines that ran the factories. But the rapid development of steam power brought many disasters. In 1815 in northern England, an experimental railway blew up, killing 16 spectators. The boiler in the steam-packet Union exploded in the English port of Hull in 1837, killing 20 and injuring the same number. But it was in the United States that boiler accidents were most common and tragic. The boiler in a printing press and machine shop in Hague Street, Manhattan exploded in 1850, killing 67 and injuring 50. In April 1865, the boiler in the paddle steamer Sultana blew up with an estimated cost of 1,500 lives, more than the loss on the Titanic. Between 1880 and 1890 there were over 2,000 boiler explosions in the United States alone.
There were many reasons for these and other similar disasters. Boilers were originally made by riveting together small sheets of wrought iron. Its strength was adequate for the relatively low pressures in the early days, but the higher boiler pressures necessary for larger trains, ships, and stationary engines required stronger materials that were not available or too expensive. Operating guidelines were unknown, steam pressures were regularly increased beyond a safe level (safety valves were unreliable and frequently screwed down), and inspections were rare. Corrosion, cracking, and problems arising from scaling and fouling were not the most important boiler problems, but there is no doubt that the attention given to these from the late 1800s on was an important step in improving boiler safety. Understanding and dealing with the corrosive and scaling properties of water so that boilers could be safely and efficiently operated was an important technological development that has largely been overlooked.
As steam is produced in a boiler, the impurities left in the feedwater concentrate and precipitate out of the solution and onto the internal surfaces of the boiler, causing fouling, generally known as incrustation in the 1800s. This reduces both the water flow and the heat transfer, decreasing the efficiency and power of the boiler. Such fouling can accelerate corrosion of the boiler, decreasing its life. Impurities can also cause foaming from bubbles that burst as steam is generated, also degrading boiler operation. Corrosion was considered less of a problem than fouling, as boilers often had a very limited life of five years or so, but became increasingly important as boilers became more complex and scaling problems diminished. For marine steamships, salt water was used in the boiler until the mid-1850s, and the incrustation it produced required continual cleaning. Steam locomotives exhausted to the atmosphere so water had to be constantly replenished. Over the course of a route, considerable variations in water quality were found, creating different types of incrustation. The problems were less with land boilers as the feedwater was constantly recycled.
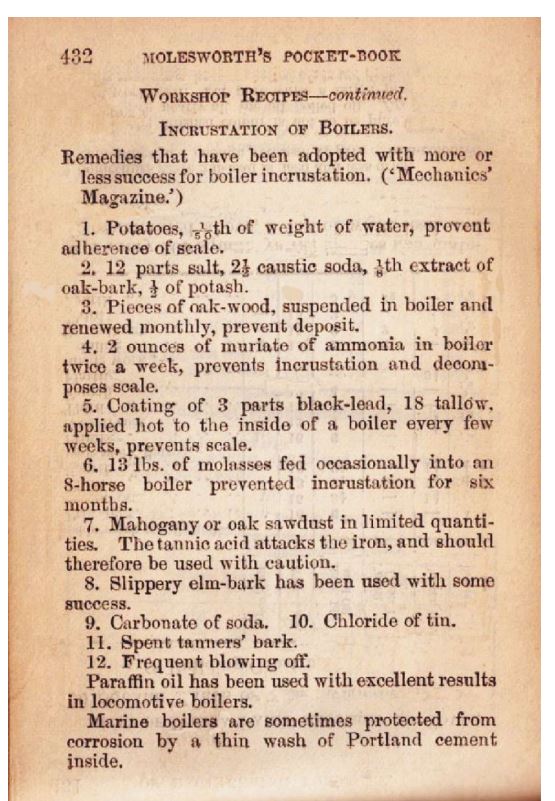
Rather than attempting to treat the water in the first place to prevent fouling arising as we would do these days, the problems were initially dealt with by regular cleaning of the boiler. Removing scale was a slow and arduous process, and numerous means were found to make it easier. These methods were discovered serendipitously or by trial and error. The table from Molesworth’s Pocket Book of Engineering Formulae of 1888 gives some incrustation removal methods that were adopted with more or less success. For example, in what would appear to us the strangest solution, it was found that boiling potatoes in the boiler water (Figure 1, Item 1) made scale removal easier. Apparently, the starch in the potatoes caused a soft sludge rather than a hard scale to form. Tannins and lignin from wood, plant matter, and other organic sources described in Figure 1, Items 2, 3, 7, 8, and 11 had a similar effect by forming a soft sludge. Tannin had other advantages, such as removing oxygen, and is still used today in some water treatment systems. It does react with iron, especially under neutral or acidic conditions, and its use needs to be carefully monitored as noted in Item 7. Molasses (Item 6) also forms a soluble compound with calcium salts, making sludge removal easier. Keeping the water slightly alkaline (items 2, 4, and 9) is still standard practice for water treatment to minimize corrosion risk. Phosphate is another treatment used in the early days that is still in use today. Frequent blowing off (Item 12) to replace contaminated water with fresh water is also a common method of water treatment. It is interesting to note that around this time, although not mentioned by Molesworth, cathodic protection (CP) using zinc plates was recommended by some sources, although they recognized that regular replacement was necessary due to the high corrosion rate of zinc in hot water.
From the late 19th century, the higherpowered boilers in use had condensers, and pure water could be used initially and reused, with only a small amount of makeup water required. An understanding of the chemistry and corrosion properties of water was also developing at this time, and these principles were applied to boiler water. The importance of keeping the water as pure as possible and of minimizing oxygen content was passed on to boiler operators. By 1906, for example, William Christie placed an epigraph (Figure 2) at the start of his textbook for boiler operators. However, the idea that additives could be beneficial was still some way off.
Additives were introduced in the 1920s, when steam locomotives were dosed with enough caustic soda to make the water slightly alkaline to reduce the risk of acid corrosion but close enough to neutral to minimize scaling. By the 1930s, it was realized that adding other appropriate chemicals to the feedwater meant these problems could be avoided in the first place. Appropriate corrosion and scale inhibitors were developed and widely used for treating boiler water. Other industrial waters, such as cooling water for heat exchangers, were treated on a more scientific basis at about the same time. As with boiler water, scale was the main enemy and similar treatments to boiler water— use of soft water, slight alkalinity, tannin, FIGURE 2 Epigraph from a 1906 textbook for boiler operators. and regular blow down—were the main treatments. Development of the first scaling index by Langelier in the 1930s further expanded scientific understanding of the fundamentals. Over the next decades, investigations into scaling and corrosion processes, along with the “new” problem of biological fouling, brought new products and practices in use today to control the often conflicting requirements to prevent corrosion, scaling, and fouling.