Authors: A. Spark1, C. Murphy, S. Furman
This paper was presented at the Corrosion & Prevention 2023.
ABSTRACT
Fire protection systems are used as a safety feature in many industries. They are found in apartments, tunnels, on wharves. Often the design and maintenance of these systems is based on ensuring water gets to where it needs to go to best supress a fire and does not consider how to prevent corrosion and especially microbiologically influenced corrosion (MIC). These systems can experience MIC due to the prevalence of stagnant water and limits to the maintenance that can be performed. This paper is a review of the literature of MIC failures, maintenance standards and design standards for fire protection services both in Australia and internationally. Significant differences have been identified between the Australian and European standards in comparison to the North American standards for fire protection systems in the approach to corrosion and MIC in particular. In turn, this has been compared to a case study of a fire protection system on a fuel loading dock including what changes could be made to improve the maintenance of the system. Key design and maintenance priorities to prevent this common failure mode of an essential safety asset are highlighted with an aim of improving the ability for design engineers and asset managers to undertake whole of life planning for fire protection systems.
Keywords: design, fire protection systems, MIC, pipes, steel
INTRODUCTION
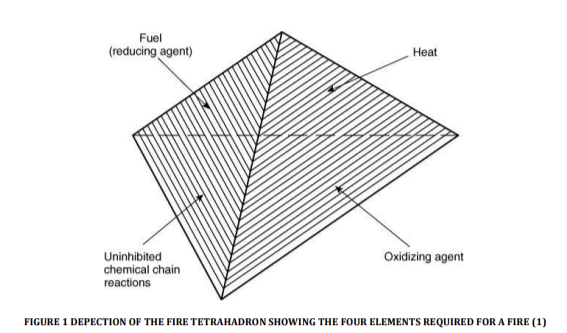
Fire protection systems are used throughout the world, often required by legislation, to protect and safeguard life, physical assets and the environment from the impacts of a fire event. Many different fire suppression systems exist to address various hazards. They aim to remove one of the four elements involved in a fire: oxygen, heat, uninhibited chemical chain reactions and fuel, depicted in Figure 1 as the fire tetrahedron (1).
Design of a fire sprinkler protection system at a high level involves the identification of a credible fire hazard and selection of fire suppression systems to best supress the fire to meet the objectives of a fire protection system of life, asset and environmental protection (2), (3). For common and well-understood fire hazards, the identification process and system type requirements are outlined in prescriptive standards on fire protection systems or materials handling standards. Unique hazards that are not addressed by prescriptive standards, for example an explosives manufacturing plant, typically require a bespoke, performance based solution designed by experienced fire engineers (2), (3). Water-based fire suppression systems are common as they can, either directly or through additives such as foaming agents, supress a large range of fires.
For fixed fire suppression assets, fire sprinkler systems are common. There are a few fundamental system design types (4), (5):
- Wet pipe system: the sprinkler pipe network is filled with pressurised water. Activation of the sprinkler system occurs when a glass bulb in a sprinkler head fractures due to elevated environmental temperatures, typically caused by a fire in the immediate vicinity of the sprinkler.
- Dry pipe system: the sprinkler pipe network is filled with pressurised air or an inert gas downstream of the main control valve for the water supply. Activation occurs when a glass bulb in a sprinkler head fractures due to elevated environmental temperatures. The release of pressure in the pipe network will open the control valve and introduce water into the pipe network, flowing to the open sprinkler heads. This system typically reacts slower than a wet pipe system on activation and is typically reserved for conditions where water may freeze (such as cold rooms).
- Open pipe system: the sprinkler pipe network downstream of a control valve is open to the atmosphere. Activation of the system is through the opening of a control valve and is typically electrical. Open pipes are usually found in deluge system used for high fire hazards such as facilities that store, handle or process flammable goods and materials.
Fire suppression systems typically sit unused for their operational life (resulting in stagnant water) and rely on routine testing and maintenance to prove flow availability and asset condition such that the fire suppression system can activate and perform as designed in the event of a fire.
One noted failure mechanism for fire protection systems, in particular the sprinklers, is accelerated localised corrosion and blockage due to the presence of biofilms. Biofilms are complex localised systems wherein microbes can support one another, allowing for the survival of multiple species (6). Biofilms have an open, patchy structure, which allows for gases and particles to flow through the matrix. On metal surfaces they are seen to the naked eye 3most commonly as a slime build up. Corrosion due to direct or indirect action of biofilms is commonly referred to as Microbiologically Influenced Corrosion (MIC) (7). MIC can be due to the action of aerobic or anaerobic microbes, with the worst MIC often seen where the two work together. In addition, biofilms can protect microbes from anti[1]microbial agents such as chlorine as well as from being removed from a surface by flushing (7). If there are corrosion accelerating microbes in a biofilm, their metabolic processes act on the metal directly underneath the biofilm leading to the development of localised corrosion and corrosion products such as tubercules.
Different microbial types can impact on the pipes and sprinklers in various ways. Depending on the water source, various organisms may be present (8). Water containing ferrous or manganous compounds such as groundwater can also contain iron and manganese oxidising bacteria. The bacteria oxidise the compounds forming orange and black deposits, which can clog sprinklers and reduce flow in pipes, leading to the failure of a fire protection system to effectively function (8). These deposits can also stain fabrics and pipe fittings. Iron and sulphur reducing bacteria are also commonly found in numerous water sources (8). They are some of the key microbes implicated in accelerating corrosion, especially in a low oxygen environment.
Risk consequence of a failure due to biofilm formation and MIC changes depending on what the fire service is protecting and what levels of back up there are for individual components of the system. For example, the consequence in a domestic setting is likely lower as the first sign of failure is often system leakage, which is readily observed. System leakage would result in the deterioration of the building or resident belongings from water damage and/ or manganese compounds, which result in black stains. Conversely, if the fire service is protecting a fuel loading dock and is unable to operate due to MIC, it could lead to an explosion and significant loss of life and/or assets. It also has the potential to cause a significant environmental incident. The environmental conditions and the consequence associated with a failure determines the level of intervention that should be undertaken to prevent MIC of a fire sprinkler system occurring.
In this paper, the history of fire protection systems failures due to MIC is discussed, as well as the Australian and International standards that define the requirements for design and maintenance of these systems. An example of a wharf system investigation highlights the impact these factors can have on function of a fire protection system as well as how the associated risks affect decision making. The paper also discusses common, readily implementable design and maintenance changes that can be made to systems such as these to reduce the likelihood of a MIC related failure occurring.
FIRE PROTECTION SYSTEM FAILURES DUE TO MIC
MIC of fire protection system, in particular fire sprinklers, has been an area of research and discussion since the failure mode was first brought to the attention of the National Fire Sprinkler Association (NFSA) in the USA in 1996(9). In the initial investigation undertaken by the NFSA 30 responses were received with 20 cases showing clear indications of MIC leading to pinhole leaks in metallic piping systems. The investigation identified that the untreated, stagnant water held within the pipes with aerated water entering the system intermittently with maintenance and repair were ideal conditions for biofilms to form with a combination of aerobic and anaerobic bacteria (9). The systems investigated were all carbon steel. This investigation as well as further failures led to a revision to the industry standards in the USA regarding fire protection services by 2004 (10).
Over the years, many examples of failures of fire protection systems due to the presence of bacteria or MIC have been documented. They have been seen in the chemical processing industry (11), wet fire protection services and dry fire protection services (10) (12) (13), and in buildings. At a semi-conductor manufacturing facility there was particular concern as the system was installed over the manufacturing clean room space where any leakage would have led to a loss of product (14). Across all of the case studies there were one of two noted failure mechanism. The failure was either:
- pipe leakage due to pitting and pinhole leaks leading to premature failure and internal corrosion; or
- sprinkler blockage leading to the fire protection system being unable to perform under a fire scenario
Accelerated localised corrosion, in addition to causing pipe leakage, can impede the performance of a fire protection system as the performance of the systems are designed based on smooth interior piping (15). This effect coupled with blockage of piping or sprinkler heads contributes to the highest risk of a failed fire protection system as it would not be able to perform as designed in the event of a fire. This form of premature failure is also the most difficult to detect.
Carbon steel is the most documented material to experience MIC failure in fire protection systems based on the findings of this literature review. One method taken to reduce the risk of carbon steel piping failure was to start making fire protection systems out of stainless steel, however MIC has also been shown to affect these (16). One study of two different stainless steel fire protection system failures identified MIC as a contributing factor. Precipitated iron and heat tint areas associated with welds accelerated the risk of MIC and pitting failures of the pipes (16). The report noted that clean water with low levels of solids and nutrients as well as avoiding stagnant conditions and removing the heat tint on the stainless steel following welding would significantly reduce the risk of failure.
Various means to prevent the incidence of MIC in fire protection systems have been proposed in addition to a change in material. Each have been noted with positives and negatives depending on the conditions in question. For example, the case for disinfection. One study suggested all fire protection services should be equipped with the ability to deliver anti-microbial and oxygen scavenging chemicals and indicated that chlorine does not control microbes and in higher quantities could contribute to general corrosion (17). A more recent study conversely has found secondary addition of chlorine and shock disinfection with chlorine an effective means to reduce the risk of MIC (18). The most effective methodology to reduce MIC risk in a fire protection system will be dependent on the system.
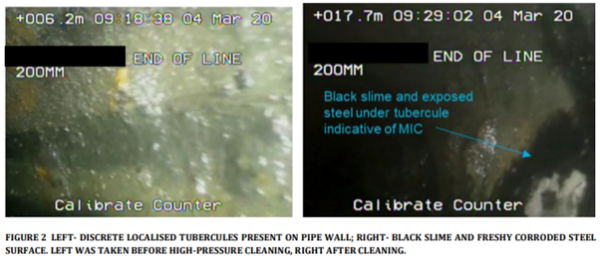
An inspection of a fire protection system on a fuel loading dock alongside a brackish river was undertaken by the authors. The system was flushed with river water monthly as part of its ongoing maintenance and then filled with potable water between tests. As part of the investigation, it was determined that the areas of the pipe system with the highest internal corrosion losses were those at dead ends and terminations which would not have been flushed. Internal CCTV also identified black sludge and tubercles within the pipe system (Figure 2, both of which can be indicators of the presence of biofilms. Together, these indicated that the dead ends and termination sections of the pipe system were experiencing accelerated corrosion due to MIC.
DESIGN REQUIREMENTS
Design requirements and uses for fire protection systems will vary between jurisdictions based on applicable legislative requirements. The standards for design requirements of fire protection systems are written based on 5hazards, such as the fuel type and the risk to life and surrounding assets. Fundamentally a fire protection system must meet the following objectives for the identifiable fire hazard of a building (2):
- Safeguard occupants while evacuating
- Provide facilities for occupants and the fire brigade to undertake firefighting operations
- Prevent the spread of fire between buildings
Typically, there are two approaches to designing a fire protection system to meet these objectives, either Deemed[1]to-Satisfy (may also be referred to as a prescriptive option) and Performance solution (2), (3). In Australia, the requirements of these approaches for the built environment are defined by the National Construction Code (NCC) Volume One, Section A, Part A2. Deemed-to-Satisfy solutions typically involve designing a system in accordance with the requirements of a named prescriptive standard. Performance solutions offer more freedom in the design of the fire protection system, but the designer must demonstrate the system meets the performance requirements of a fire protection system using an approved assessment method. The assessment typically involves detailed calculations or physical tests to demonstrate that the fundamental objectives have been met. A performance solution approach is typically adopted where a special hazard has been identified that is not appropriately addressed by the Deemed[1]to-Satisfy prescriptive standards (such as a chemical process plant).
AUSTRALIAN STANDARDS
In Australia, there are two standards that are referenced in the NCC Deemed-to-Satisfy provisions (Volume 1, Section E, Part E1) for firefighting equipment that uses fire service piping. The AS 2419 series, Fire Hydrant Installations and AS 2118 series, Automatic Fire Sprinkler Systems (2), (4), (19). With regards to MIC, we know the risk factors are primarily the design of the system, the water held within the system and the pipe material (20).These are referenced in AS 2419 and AS 2118 in the following ways.
The standards permit water for the fire protection system to be sourced from one or more of the following sources: reticulated water supply, bodies of water (rivers, dams, reservoirs, lakes or sea), stored rainwater or bores (typically only for initial filling of the system and makeup water, not used for firefighting demand). There are slight differences on water source requirements between the standards. In general, the water supply needs to supply the required water flow and pressure to the fire protection system, have sufficient capacity to operate the fire protection system for the required duration and be suitable for human contact. No explicit reference to MIC risks is highlighted in sections concerning water supplies in the main body of the standard. However, Appendix R of AS 2419.1:2021 notes for information that water with high levels of specific microbiological activity could pose a corrosive risk for ductile iron cement lined (DICL), galvanized steel and copper pipe materials.
The standards note the materials used in the fire protection system should be compatible with the water used. A chemical analysis of the water should be undertaken for this consideration when the water source is not potable mains water. There are a wide range of materials permitted by the standards including ductile iron, galvanized steel, stainless steel, copper and in some specific circumstances, plastic. On corrosion protection, the standards reference the requirement to meet the standards AS/NZS 4680, AS/NZS 4792, AS/NZS 2312 parts 1 & 2 and AS 2832.2 as appropriate. No explicit references to MIC risks and protection are made within the fire protection system standards.
On the design of the pipework, the standards offer detailed information on placement of sprinklers, hydrants and other elements (including drainage); sizing of pipework; arrangement of control valve assemblies; placements of instruments to monitor the state of the fire protection system; and placement of instruments and features (such as test drains) for maintenance and testing. These design requirements predominately focus on the function of the fire protection system to suppress a fire event but have an impact on the corrosion risk to the system, including that of MIC.
INTERNATIONAL STANDARDS
Fire protection systems are standardised in many parts of the world. In preparing this paper, the British/ European standards as well as the United States (US)/ Canadian and New Zealand standards were reviewed for comparison with the Australian Standards. British Standard BS EN 12845 for European fire sprinkler installations was similar to the AS standards in respect to requirements. New Zealand standard NZS 4541 for automatic fire sprinkler systems again is similar to AS standards.
The National Fire Protection Agency (NFPA) publish standards for fire protection systems in the United States of America. NFPA standards are adopted for use in Canada and many other countries use NFPA standards covering specific fire hazards not covered by local standards. However, legislative requirements may lead to a different application of the standards in a given jurisdiction. NFPA 13 covers the installation of fire sprinkler systems (5). In comparison to the AU, NZ and European standards, NFPA 13 makes direct reference to MIC and prevention of corrosion.
Water used in sprinkler systems is required to be evaluated for conditions that contribute to MIC (as well as other corrosive properties). If water conditions are likely to lead to MIC in the system, one of the following methods is required to be implemented to mitigate MIC:
- Install a piping system that will not be affected by MIC
- Treat water in the system using a listed bacterial inhibitor
- Implement a plan to monitor the internal conditions of the pipe (frequency and locations)
- Install a corrosion monitoring station and establish a routine monitoring plan
In direct contrast to NFPA 13, a testing company’s loss prevention datasheet 2-1 on corrosion in sprinkler systems indicates that corrosion inhibitor and cleaning additives should not be used (21). The datasheet notes their use in fire protection systems can be problematic. Incorrect application of additives in a fire protection system may accelerate corrosion (21). Additional discussion around NFPA 13 requiring the use of pipe with a Corrosion Resistance Ratio (CRR) of more than one or the use of additives highlights the need for caution. It notes some corrosion inhibitors can solidify when exposed to air. The risk of backflow contamination into the water supply should also be factored into the use of additives.
An additional consideration for use of additives is their impact on the performance of the system to combat a fire. For example, NFPA 25 Annex H highlights investigations into older antifreeze additives used in fire sprinkler systems used in cold climates. Solutions of 50% glycerine and 40% propylene glycol or greater were observed to ignite when sprayed onto fires with a nominal Heat Release Rate (HRR) of 3.0 MW or less. As concentrations increased the required HRR to ignite the solution decreased. The fire size can temporarily increase due to the antifreeze additives until the system discharges sufficient water to control the fire.
A corrosion monitoring station is a small section of isolated pipework that simulates conditions within the fire pipe network. These are a requirement of NFPA 13 and allow tests and inspections for corrosion without disturbing the fire pipe network.
NFPA 13 permits a similar list of permitted pipe materials as the AU Standards. Additionally, it permits the use of concrete pressure pipes and brass. The pipework has to comply with the listed American Water Works Association (AWWA) or ASTM standards. Similarly, fittings and installation of pipework must adhere to the specified standards.
Loss prevention datasheet 2-1 provides additional recommendations for pipes to be used in sprinkler systems (21):
- Use new and clean pipe for installations
- If pipe is contaminated (or suspected to be contaminated), disinfect internal surfaces with an isopropyl
alcohol solution or equivalent (not chlorine)
- Cap pipe awaiting installation to prevent contaminates entering the pipe
- Don’t store pipe awaiting installation outside
- Use schedule 40 or equivalent pipe thickness in installation areas sensitive to water leaks
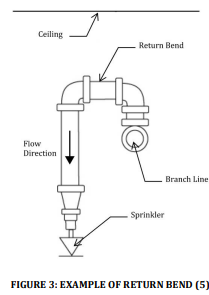
Like the AU standards, NFPA 13 is prescriptive on the design elements of a sprinkler system. NFPA 13 does contain guidance on features that can assist in addressing MIC risks. Clause 16.3.1 recommends return bends (Figure 3) are to be used for pendant sprinklers when a raw water source is used. The intent of the return bend is to prevent sediment clogging the nozzle of the sprinkler. It is prescribed for raw water sources due to the risk of sediment or foreign objects entering the pipe system during operation, not explicitly to address risks associated with MIC. While a return bend could prevent sediment build-up dislodged during a system activation event blocking the sprinkler nozzle (5), it is well documented that pipe bends increase stagnant water locations and increase the risk of biofilm formation.
Clause 16.6 requires the system be arranged to facilitate flushing of the entire system without any specific guidance. Further, clause 16.10 requires the system to be fully drainable for testing and maintenance purpose with requirements on the size and position of drain elements.
Clauses 8.1.5 and 16.7 require (and FM Global datasheet 2-1 recommends) wet pipe systems to have a high point air release vent, either manual or automatic. FM Global datasheet 2-1 additionally recommends the use of a pressure relief valve installed on the riser or a test connection set above the maximum rated working pressure of the system to relieve pressure due to thermal expansion. The intent is to release oxygen trapped in the system that would fuel microbial growth and other corrosion within the pipework.
On dry pipe systems, nitrogen is highlighted as a charging gas. The intent of using an inert gas is to remove oxygen from the pipe system to mitigate against oxidation. While not explicitly mentioned, this would also assist in preventing MIC due to aerobic species. Clause 16.10 requires drainage to remove water from the system after activation of the system (this could be due to a fire event or testing activities). There is also a requirement for a condensate drain. Commentary in the standard mentions that compressed air systems can introduce moisture into the system. Given dry pipe systems typically are used in cold environments, moisture would condense on the internal wall of the pipe and pool without proper drainage. The use of an air dryer on compressed air supplies is highlighted to control moisture and corrosion in dry pipe systems.
MAINTENANCE REQUIREMENTS
Accompanying the standards on the design and installation of fire protection systems are standards outlining inspection, testing and routine maintenance tasks and frequencies for fire protection systems. AS 1851 in Australia and NFPA 25 in the United States exclusively cover fire system maintenance. In other standards, such as British Standard BS EN 12845 and New Zealand standard NZS 4541, a section on maintenance is included in the design 8standard. In Australia, the use of the maintenance standard by building owners is required under state and territory building regulations.
AUSTRALIAN STANDARDS
AS 1851 covers the routine service of fire protection systems and equipment, covering required activities and frequency of these activities (22). At a high level these activities involve:
- Inspections (generally visual) to assess the condition
- Recording of system states
- Flow and pressure proving
- Functional tests (using remote test drains where activation of the system would be destructive)
- Service and replacement of consumables
Clause 1.13 points out if the system is subject to adverse operating environments, a more rigorous program involving a higher frequency of prescribed tasks or additional tasks is required. Aggressive environments, high equipment usage and high defect rates are flagged as adverse operating conditions. External environmental factors are listed as examples, but water quality is not explicitly listed. It is highlighted that the example list is not exhaustive. Thus, a more rigorous routine maintenance plan would be required where water quality presents an aggressive environment to the fire pipework. Records of the plan and results of inspection and maintenance activities are required to demonstrate compliance with maintenance requirements.
Where the fire pipe system services multiple systems (for example a sprinkler and hydrant system) then the pipe system would be subject to testing to cover the requirements of all serviced systems. Where flow proving and function tests are required, this may influence the frequency and quantity of fresh water introduced into the system and as a result influence the growth of MIC causing organisms.
The minimum maintenance requirements for fire sprinkler systems include monthly, six-monthly and yearly tasks with major routine services required five, ten, twenty-five and thirty yearly intervals. The monthly check is largely a visual inspection. For wet systems, water powered alarm gongs and other alarm devices are to be tested monthly by opening of a test valve to verify the alarm devices operate within the required time and trigger appropriate responses. Where pumps are used to supply water pressure, a test of the automatic and manual pump start is required. AS 2118.1 recommends (but does not require) the use of a circulation tank as a water conservation method for pump testing. While not mentioned, the use of a circulation tank may reduce the introduction of fresh water and as a result oxygen, microbes and nutrients into the system during testing and assist in controlling MIC risks. As these components are typically found at the start of a sprinkler system near the main water connection, fresh water would propagate through the sprinkler network through diffusion in static water.
The six-monthly test for wet systems involves testing of the water supply where town mains are used. This involves opening a test drain at the sprinkler control valve assembly. The yearly test for wet systems involves the opening of the remote test valve to check operation of alarm devices. The remote test valve is installed at the most remote location in the sprinkler installation. Opening of this valve will draw fresh water into the piping network. A survey of the sprinkler system is required to assess its condition and identify any rectification works needed to repair the system. The more rigorous yearly inspections involve cleaning strainers, replacing seals and gland packings and other similar servicing activities. To achieve this partial or full drain of the pipe system should be expected. Once the system reaches 25 years of operation, sampling and testing of sprinklers is required every 10 years.
There is no explicit requirement for internal pipe condition assessments. Routine items from other systems that may introduce fresh water into the pipe system include: yearly partial opening of hydrant valves to prove flow; five yearly hydrostatic and flow testing of hydrant booster connections; full drain, clean and refill of water supply tanks after the first year of service then every ten years; hose reels require flow to be proved every six months and a yearly flow rate measurement from the most hydraulically disadvantaged reel.
If the system is maintained in line with these requirements, then some of the pipe system has water circulating every month with the water being replaced partially or completely once a year. However, water only moves through the sprinkler heads in an emergency and with water only being circulated monthly, the water is stagnant for most of the time. This is prime conditions for biofilm formation.
Dry pipe systems follow a similar approach. The schedule indicates isolation valves should be used to prevent water entering the dry pipe system during tests. Further, if the system lacks such an isolation valve it is recommended one be installed at the first opportunity.
INTERNATIONAL STANDARDS
NFPA 25 covers inspection, testing and maintenance requirements for water-based fire protection systems in the United States. It lays out a minimum requirement for routine maintenance and inspection (23) in a similar fashion to AS 1851.
A significant component of NFPA 25 for MIC is the requirement to periodically monitor internal pipe conditions and obstructions. The requirements apply to all types of sprinkler systems on the basis that all sprinkler systems are susceptible to obstructions that can impact system performance.
Sources of obstructions likely to occur in fire sprinkler systems that the requirements of NFPA 25 seek to identify and address include:
- Scale in dry pipe systems due to corrosion or organic growths
- Construction or installation errors, such as tools or coupons from installed branches
- Organic or inorganic material from raw water sources
- Biological growth, such as the Zebra Mussel introduced into United States waterways from Asia in the 1930s
- Calcium carbonate deposits
- Corrosion, including MIC
- Ice obstructions (in cold climates for dry or pre-action systems)
An investigation of internal pipe conditions is required at minimum every five years. A more frequent investigation may also be needed based on the required water analysis as part of the design process. If the investigation finds material that has potential to obstruct the pipe, then a more thorough and intrusive assessment is required. Previously the requirement was an assessment every five years, but this was altered in 2008 and subsequently in 2014 to require an investigation and escalate to an assessment. The intent of the change was to reduce the burden on building owners of these requirements. The investigation procedure generally involves flushing the pipe system and collecting any debris dislodged from the pipe for inspection and laboratory analysis. When flushing the basic intent is to drive water through the pipe at a sufficient velocity to dislodge potential obstructions. This process can also reduce the risk of MIC if sufficient biofilm is removed. Alternative inspection methods include video inspection, ultrasonic and x-ray testing.
DISCUSSION
IMPLICATIONS OF DESIGN AND MAINTENANCE STANDARDS
Different countries and standards have different approaches to corrosion and MIC. In the Australian and European standards corrosion is not specifically mentioned as an area of concern. The US standards have design and maintenance clauses to directly address MIC and other internal pipe obstruction issues. North American fire suppression installations appear to be more susceptible to a wider range of organic growth-based issues such as Zebra Mussel and other pipe obstruction risks based on the number of articles talking to fire protection system failures due to MIC. Where the risk is perceived to be greater, more of an emphasis on monitoring and managing the internal pipe condition would be expected. All standards reviewed required the designer to design the system to suit the water conditions, which also includes minimising corrosion. While not explicitly stated, MIC should be considered in the selection of materials, construction and maintenance.
Key to the likelihood of MIC causing failures in fire protection systems appears to be the source water used to charge, flush and undertake routine testing. There are numerous options allowed within the standards, however the quality of the water options may differ in various jurisdictions. In Australia, the majority of potable water comes from fresh water with a low mineral content, especially in our major population hubs where the majority of fire systems would be employed (8). The exception to this would be on remote mining sites, which require extensive systems to ensure sufficient potable water for operations. It is likely that the water sources used in fires systems in the USA have a higher mineral and nutrient content based on the high levels of reported of MIC related failures. The lack of mention of corrosion and MIC in the Australian standards may simply be due to it not being a commonly documented failure mode under the Australian conditions.
Routine maintenance can be an influential factor in biofilm growth that can lead to MIC issues. Maintenance tasks generally involve checking the system will behave as expected during a fire event without activating the system. Tests that prove the required pressures and flows of water can be delivered into the system may give an asset owner confidence the system can perform; these tests carry the risk of introducing fresh water (including oxygen and food for microbes) into the system and may accelerate MIC issues. Australian standards recommend some features to recirculate water for pump testing for water conservation methods, which may have merit in reducing MIC risks as well. Other design features at the water supply point aimed to simplify testing and reduce water damage can also assist in reducing the amount of fresh water introduced into the sprinkler system.
None of the maintenance required in the standards includes flushing or cleaning of the sprinklers. The only time these are activated is in the event of a fire or unintentional tripping of the system. Flushing of the system is through test valves, which allows for flow through the pipes. Sprinklers are dead-ends within the system and can act as reservoirs for biofilm, which can then spread back into the pipes even if flushed monthly.
DESIGN AND MAINTENANCE FOR PREVENTION OF MIC
The fire protection system standards identified some strategies to mitigate against MIC:
- test water supply source to enable design decisions to address water quality risks, a clean water supply with low minerals and salts is preferrable,
- use of appropriately corrosion resistant materials for piping systems,
- eliminate oxygen from the system by
- installing air release valves at high points for wet systems
- use of an inert gas to charge dry systems,
- pipework should be designed to be flushable and drainable,
- clean pipework and disinfect with alcohol prior to installation,
- cap and store pipework in a clean, dry place prior to installation,
- listed biocides can be considered as an additive, though this comes with risks of solids forming in the water and increased fire load due to the additives which need to be considered in the decision-making process,
- develop and document an appropriate maintenance regime to detect signs of MIC,
- establish a program to monitor the internal pipe conditions,
- control pH levels, and
- document the strategies undertaken and rational for them in the organisation’s asset management information system.
In comparison to the Australian fire protection systems standards, actions required to minimise biofilm growth and corrosion are well documented within the Australian water industry. The risk to public health associated with both biofilms and corrosion is significant for potable water and as such minimising these has had much focus. The Australian Drinking Water Guidelines have numerous references to corrosion and biofilms (8). It notes that pH, temperature, hardness, total dissolved solids and dissolved oxygen all have an effect on the rate of corrosion and 11encrustation of pipes. The guidelines are also very clear that good design that minimises stagnation and potential contamination is essential for maintaining water quality. Minimising stagnation minimises the growth of biofilms and thus the associated risks to the system of biofilms.
Biocides such as chlorine are often cited as a means to reduce bacteria and biofilm growth. In determining which form of chlorination to pursue, it is important to note that chlorine will not persist with time in a system (8). Monochloramine needs to be used where persistence is required. For fire protection systems using standard water supply there is no control over what disinfection measure is in place so an additional chlorination point would be recommended if this is one of the desired controls.
For the case study of a dock inspected by AECOM, several factors were clear. Microbes were present in the river water used to flush the system and in areas with low flow or stagnant waters. At dead ends and terminations, the low to stagnant flow conditions promote adhesion of microbes to the walls of the pipes and subsequent biofilms formation. Flushing in areas of the system with adequate flow would likely be minimise microbes from adhering to the pipe surface. The use of potable water rather than river water to charge the system was expected to improve the overall corrosion performance. This reduced the salinity in the water, which would accelerate corrosion in the system. It also limited the growth of biofilms within the system due to the presence of chlorine in the potable water. However, any established biofilms in areas with stagnant water would not be affected by the chlorine (7). There was also likely to be only low levels of chlorine retained within the potable water. The following recommendations were made:
- Increase monitoring of the internal corrosion of low/flow stagnant zone assets due to the increased corrosion risk profile linked to the identified higher pipe wall section loss. Undertake targeted detailed testing on these areas of low flow and increase frequency of inspection
- While a detailed inspection of the sprinklers was not undertaken, given these were not regularly flushed, they were likely to be in a similar condition to the hydrant off shoots and should be inspected regularly as a failure of these systems would result in an overall system failure.
An area discussed as part of the dock investigation was to replace the existing, corroded 316 stainless steel pipes with a more corrosion resistance metal. Several options were assessed including duplex stainless steel or titanium. In considering these options, where MIC is concerned, corrosion resistance was not the only parameter to consider. Long term biofilm development favours rough surfaces and biofilms slough more easily from smooth surfaces (24). This means that a metal surface that is more highly polished will both reduce the ability for a biofilm to form and increase the ability to remove it if it forms (25). Regarding the choice of the dock asset owners, titanium could be a possible solution, however the grain structure of titanium lends itself to biofouling as it has a relatively high level of microroughness (26). This can be mitigated through careful surface treatment with pickling of the titanium alloy ahead of installation. Similarly, welds can lead to a site for increased initiation of biofilm formation and corrosion(27). Post weld treatment can reduce the risk of MIC.
The approach taken to minimise MIC in a fire protection system needs to consider both the risk of MIC due to the location and water type used to charge the fire protection system as well as the risk of a failure. In some instances, the cost of a particular intervention will outweigh the benefit. An example of this is testing the sprinkler systems in a fire protection system in a building. The damage to the contents of the building due to water and potentially biofilms from the sprinklers would outweigh the benefit of ensuring none of the sprinklers were blocked. However, the sprinklers on the dock investigated could be readily tested without damage to the surrounding assets and would have a significant benefit in reducing the risk of the fire protection system not being able to activate properly when required.
CONCLUSIONS
Fire protection systems are a critical safety feature for many assets where a fire could lead to loss of life. A key failure mode for them is through blockage of the sprinkler heads or loss of flow due to biofilm and corrosion product build up. Multiple failures ranging in severity have been attributed in this way to MIC. Standards for design and 12maintenance of fire protection systems vary widely in their treatment of this risk. There are several key considerations regarding design and maintenance that can be included to reduce the incidence of MIC related failures, depending on the risk associated with such a failure. This needs to be balanced against the operational requirements of a fire protection system and the cost of the design and maintenance changes.
ACKNOWLEDGMENTS
We acknowledge the work of our colleagues in reviewing this paper and supporting our time to write it. We also wish to acknowledge Kai Wang of RMIT, who is currently undertaking his PhD with Amy as a supervisor, in providing access to journal articles.
References
- NFPA. Reporter’s Guide: All about fire. NFPA. [Online] 29 06 2023. https://www.nfpa.org/News-and[1]Research/Publications-and-media/Press-Room/Reporters-Guide-to-Fire-and-NFPA/All-about-fire.
- Australian Building Codes Board. National Construction Code 2022 Volume One – Building COde of Australia.
Canberra : Australian Building Code Board, 2022.
- NFPA. NFPA 1 Fire Code. Quincy : NFPA, 2021.
- Standards Australia. AS 2118.1 Automatic Fire Sprinkler Systems, Part 1: General Systems. Sydney : Standards Australia, 2017.
- NFPA. NFPA 13 Standard for the Installation of Sprinkler Systems. Quincy : NFPA, 2022.
- Javaherdashti, R. Microbiologically influenced corrosion. Microbiologically influenced corrosion: an engineering insight. London : Springer, 2008, p. 43.
- Little, B.J. and Lee, J.S. Microbiologically influenced corrosion. [ed.] J.S. Lee. Hoboken, : Wiley-Interscience, 2007.
- NHMRC, NRMMC. Australian Drinking Water Guidelines Paper 6 National Water Quality Management Strategy. Canberra : National Health and Medical Research Council, National Resource Management Ministerial Council, Commonwealth of Australia, 2011.
- Bsharat, Tariq K. Detection, Treatment and Prevention of Microbiologically Influenced Corrosion in Water-Based Fire Protection Systems. New York : National Fire Sprinkler Association, 1998.
- Some recent faulure of fire sprinkler system components: corrosion case histories. Garber, R. I., Chakrapani, D. G.,. New Orleans : NACE, 2004. Corrosion 2004.
- Microbiological corrosion of ASTM SA105 carbon steel pipe for industrial fire water usage. Chidambaram, S., Ashok, K., Karthik, V., & Venkatakrishnan, P. G. 2018, IOP Conference Series: Materials Science and Engineering,
- 314.
- Remediation of Corrosion Problems Inside Fire Sprinkler System Piping . Carl, Steve. Orlando : NACE, 2000. Corrosion 2000.
- Corrosion of Piping in Dry and Preaction Fire Sprinkler Systems: Interim Results of Long Term Corrosion Testing Under Compressed Air and Nitrogen Supervision. Van Der Schijff, O. J., Bodemann, S.C. Orlando : NACE, 2013. Corrosion 2013.
- Prevention of Microbiological Influenced Corrosion in Fire Protection Systems at a Semiconductor Manufacturing Facility. McReynolds, G. San Diego : NACE, 1998. Corrosion 98.
- Clarke, Bruce H., Aguilera, Anthony M. Supplment 3: Microbiologically influenced corrosion in fire sprinkler systems. Automatic Sprinkler Systems Handbook. New York : National Fire Protection Association, 2007, pp. 955-964.
- Carpen, Leena. Corrosion of stainless steel in fire protection systems. Finland : Technical Research Centre of Finland, 2008.
- Microbiologically Influenced Corrosion in Fire Protection Sprinkler Systems . Pope, Rebecca, Pope, Daniel H.Orlando : NACE, 2000. Corrosion 2000.
- Study on Shock Disinfection in a Fire Extinguishing Water supply system. Xiang, K, et al. 2021, Water, pp. 13, 2967.
- Standards Australia. AS 2419.1 Fire Hydrant Installations, Part 1: System Design, Installation and Comissioning. Sydney : Standards Australia, 2021.
- Critical review: microbially influenced corrosion of buried carbon steel pipes. Usher, K. M., Kaksonen, A.H., Cole, Ivan, & Marney, Donavan. 2014, International Biodeterioration & Biodegradation, pp. 84-106.
- FM Global. Property Loss Prevention Data Sheet 2-1, Corrosion in Automatic Sprinkler Systems. Johnston : FM Global, 2016.
- Standards Australia. AS 1851 Routine Service of Fire Protection Systems and Equipment. Sydney : Standards Australia, 2012.
- NFPA. NFPA 25 Standard for the Inspection, Testing and Mainteance of Water-Based Fire Protection Systems. Quincy : NFPA, 2023.
- Influence of surface topography on biofilm development: experiment and modelling. Alnnasouri, M., Lemaitre, C., Gentric, C., Dagot, C. and Pons, M.-N. 2011, Biochemical engineering journal, pp. 38-45.
- Microbiologically influenced corrosion: A review of the studies conducted on buried pipelines. Spark, A., Wang, K., Cole, I., Law, D., & Ward, L. 2020, Corrosion reviews, pp. 231-262.
- Biofouling control of titanium by microroughness reduction. Gopal, J., Tata, B.V.R., George, R.P., Muraleedharan, P., Dayal R.K. 2008, Surface engineering, pp. 447-451.
- Failure analysis of a natural gas pipeline. Shabani, H., Goudarzi, N., Shabani, M. 2018, Engineering Failure Analysis, pp. 167-184.
AUTHOR DETAILS
- Spark is a Principal Engineer at AECOM in Asset Management and Materials. She works across a variety of industries providing durability guidance and asset management advice. Amy holds a PhD during which she studied MIC of buried steel pipes. She is grateful for the opportunity to research MIC in fire systems which she has been fascinated by for some years.
- Murphy is a Senior Mechanical Engineer at AECOM, a position he has held since 2022. He is responsible for water infrastructure mechanical assets and has had experience with industrial fire protection systems and dangerous goods handling.