Author: Geoffrey White
This paper was presented at Corrosion & Prevention 2023.
ABSTRACT
Many specifications call for site touch-up or maintenance painting surface preparation to use hand and mechanical cleaning methods where abrasive blasting cannot be used. In Australasia, a number of these specifications call for the steel to be prepared to ISO 8501-1 St 2 or St 3 visual condition. Australian Standards on this subject refer to the ISO Standard ISO 8501-1 and ISO 8501-2.
It is well established that the higher the grade of surface preparation and the cleaner the surface, the better the coating adhesion and durability.
When a level of surface preparation is specified that is not at a higher level the durability can be compromised.
A clearer understanding of the standards for mechanical preparation and the referenced visual standards for the various levels of steel preparation end results, can assist the specifier to better understand the result and give an explanation why invisible contamination also needs to be addressed to avoid osmotic blistering and under film corrosion.
Keywords: Mechanical preparation, ISO 8501-1 St 2&3; SSPC -SP11; SSPC SP-15; Soluble Salts
INTRODUCTION
It is not uncommon for some protective coating specifications to reference more than one International or local Standard for undertaking testing of the surface preparation of the substrate, measurement of the surface profile and measurement of the applied dry film thickness of the coating.
Statements such as “abrasive blast clean to ISO 8501-1 Sa 2 ½ or NACE No.2 / SSPC SP-10 can lead to disagreement between parties, as while the different standards address the same process, they can be similar, but not the same. In this case, NACE and SSPC (AMPP) do not have a direct equivalent to ISO 8501-1 Sa 2 ½ but have a higher (NACE No 2-SSPC SP-10) and lower (NACE No 3-SSPC SP-6) level of visual appearance. Observers put ISO 8501-1 Sa 2 ½ between these two levels of visual result on carbon steel.
Another example of text used in protective coating specification may read “measure the surface profile with an ISO 8503-2 Comparator for Grit, or ISO 8503-4 stylus instrument or ISO 8503-5 Replica Tape method”. This can lead to some disagreement between interested parties as the measurement methods are different for all 3 measurement types and this can produce different results for the same sampled surface. The advice here is “for consistency, specify, agree, and use only one International Standard for the assigned task for the entire project”. When work is being fabricated and coated in countries outside Australasia, the recommendation is to reference, specify, and use those International Standards that are commonly used and understood in the county of fabrication and painting.
Disagreement between parties can occur when assessing the visual results obtained when steel is cleaned by mechanical methods as, in many cases, the results obtained are interpreted differently by individuals as subjective or what has been described as “in the eye of the beholder”.
Field experience has shown us that on occasions, the specifier / architect or owner’s representative have raised concerns at the visual condition of steel that is being painted after preparation to ISO 8501-1 St 2 and St 3.
This paper uses examples from published standards to explain the differences between surface standards for mechanical preparation, as sometimes the specifier is expecting the steel to be prepared to a Bright Metal Finish, but what is presented by the contractor is in conformance to the colour plates in ISO 8501-1.
INSPECTION OF MECHANICAL SURFACE PREPARATION END CONDITION
When premium surface preparation methods such as Abrasive Blast Cleaning cannot be used, the applicator will need to use one or more alternative surface preparation methods to prepare the surface for maintenance coating.
ISO 8504‐3 defines mechanical cleaning as:
3.2 power-tool cleaning: Method of preparing steel substrates by the use of power-assisted hand tools but excluding blast-cleaning. To enable the Coating Inspector, Owner, or Owner’s Representative to measure the level of surface preparation achieved, there are International Visual Standards available which guide the viewer to assess the visual result of the workpiece by referring to photographs. These Visual Standards are supplementary to Written Standards. The written Standard takes precedence.
ISO Standards:
The written standard ISO 8501-2 ‘Preparation of steel substrate before application of paints and related products –Visual assessment of surface cleanliness‐ Part 2: Preparation grades of previously coated steel substrates after localised removal of previous coatings’ references the visual photographs in ISO8501-2 ‘Visual assessment of surface cleanliness.
However, the referenced photographs for Mechanical Cleaning are not in this Visual Standard. ISO 8501-2 references the photographs, St 2 and St 3 in ISO 8501‐1, the visual standard for visual assessment of surface cleanliness after abrasive blast cleaning of steel.
ISO 8501-1 has colour plates for the visual result of hand and mechanical tool cleaning of carbon steel. The colour plates apply to both hand and mechanical tool preparation.
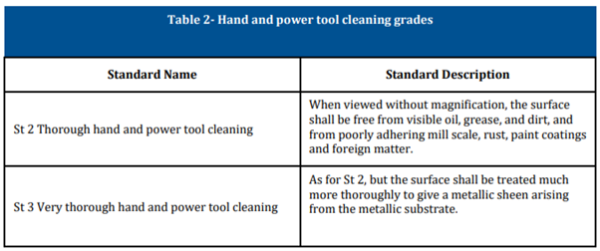
The end condition standards and descriptions are as follows:
It is not uncommon to see these two visual standards specified for the end result of mechanical cleaning in maintenance coating specifications.
Specifiers using the Australian Standard AS 1627.2 Power Tool Cleaning and AS 2312-2017 use the same visual result standards St 2 and St 3 which are referenced back to ISO 8501-1 in the Australian Standards.
Does the specifier know what they will get when measured against what they expect?
Unfortunately, we find that the specifier is sometimes expecting the steel to be prepared to a Bright Metal Finish, but what is presented by the contractor is like the colour plates in ISO 8501‐1 and conforming to the specification.
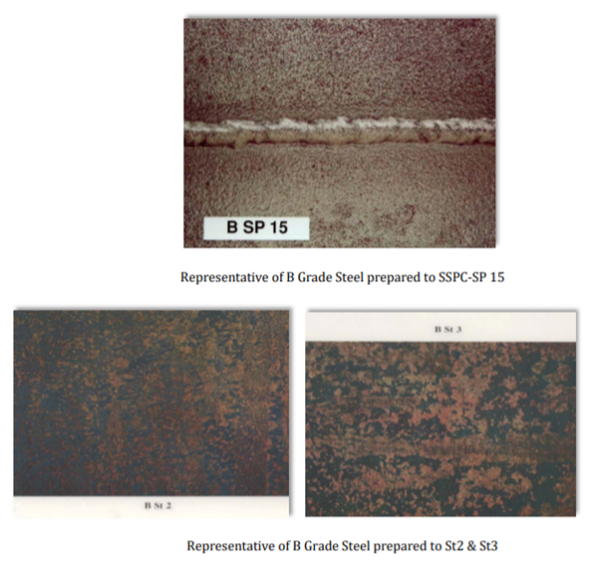
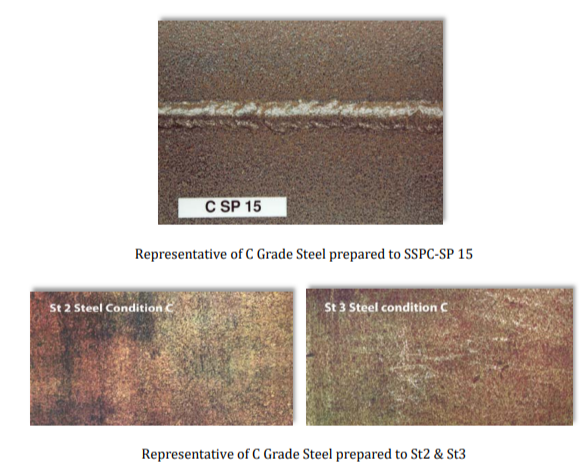
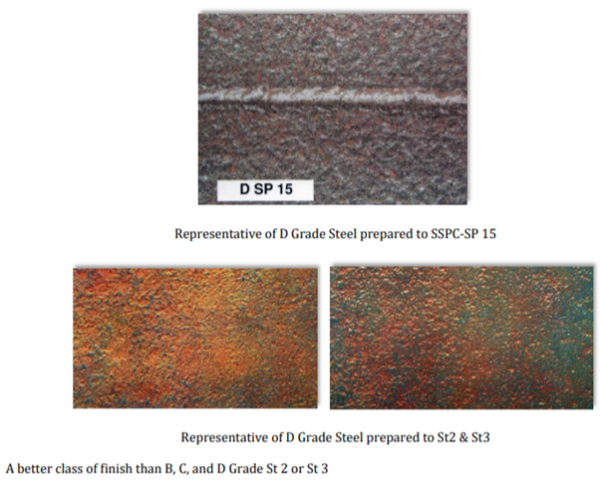
THE VISUAL RESULT OF ST 2 AND ST 3
The visual results given in ISO 8501-1 for St 2 and St 3 vary, depending on the starting grade of steel. The standard address Grades B, C and D.
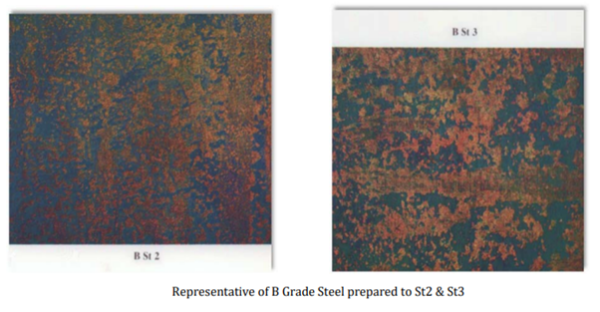
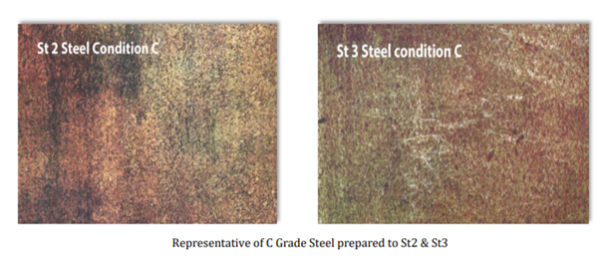
None of the photographic plates in ISO 8501-1 for steel grades B, C & D when prepared to St2 or St3 depict the end condition as “bright metal”.
IF THE SPECIFIER WANTED BRIGHT METAL
If the specifier wants the surface preparation to show the steel prepared to bare metal (bright steel) then an alternative surface preparation standard needs to be specified.
SSPC‐SP 11 Power Tool Cleaning to Bare Metal
Definition:
Metallic surfaces which are prepared according to this specification, when viewed without magnification, shall be free of all visible oil, grease, dirt, dust, mill scale, rust, paint, oxide, corrosion products, and other foreign matter. Slight residues of rust and paint may be left in the lower portion of pits if the original surface is pitted. When painting is specified, the surface shall be roughened to a degree suitable for the specified paint system. The surface profile shall be not less than 25 micrometres (microns).
WHAT DOES SSPC-SP 11 LOOK LIKE?
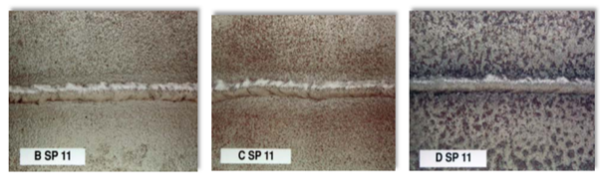
These representative end condition photographs from SSPC-VIS 3 Guide and Reference Photographs for Steel Surfaces Prepared by Power and Hand Tool Cleaning show a good match to the written standard and are less subjective to the interested parties than the ISO 8501-1 St 2 and St 3 photographs.
GETTING A HIGHER LEVEL OF FINISH = $ FOR TIME
Using a mechanical tool to prepare steel is always going to take more time than Dry or Wet Abrasive Blasting and Waterjetting methods.
Getting a visual end condition better than St 2 and St 3 will take additional time and cost.
Most modern surface tolerant coatings can be applied to surfaces prepared to St 2, St 3, and SSPC-SP 11 but it is well established that the better the surface preparation, the better the durability and coating performance.
However, if cost considerations become prominent, the surface preparation can be reduced from SSPC-SP 11 to SSPC‐SP 15 Commercial Grade Power‐Tool Cleaning.
This standard differs from SSPC-SP 11 Power Tool Cleaning to Bare Metal, in that SSPC-SP 11 does not allow stains to remain on the surface. SSPC‐SP 15 sits between ISO8501‐1 St 3 and SSPC‐SP 11
WHAT DOES SSPC-SP 15 LOOK LIKE?
WHAT IS LEFT ON THE SURFACE AFTER MECHANICAL PREPARATION?
ISO 8501-1 states for St 2 and St 3 that the surface, after treatment When viewed without magnification, the surface shall be free from visible oil, grease, and dirt, and from poorly adhering mill scale, rust, paint coatings and foreign matter.
SSPC SP 11 states that the surface, after treatment Metallic surfaces which are prepared according to this specification, when viewed without magnification, shall be free of all visible oil, grease, dirt, dust, mill-scale, rust, paint, oxide, corrosion products, and other foreign matter.
So, what is the Foreign Matter if both standards have determined most contamination likely to be on the surface is removed? What about Soluble Salts? What are they and what influence do they have on coating performance?
SOLUBLE SALTS
The coating manufacturer is interested and concerned about any “Foreign Matter” that is left on the surface and coated over, but apart from contaminants that directly affect good adhesion, soluble salts are of primary interest.
The main sources of contamination of steel surfaces with water soluble salts are:
- Corrosion products of steel formed from polluted industrial and marine environments.
- Air-borne deposits from marine and industrial atmospheres.
- Water soluble corrosion inhibitors left on the surface from high-pressure water cleaning processes.
- Poor quality water used within the high-pressure water cleaning process including recycled and nonpotable water sources.
- Soluble salt contaminated abrasive
- Combinations of all above.
The main types of soluble salt that get the coating manufacturers attention are.
- Chloride Salts; can accelerate the under-film corrosion of steel and cause coating blistering.
- Sulphate Salts; can accelerate the under-film corrosion of steel and cause coating blistering.
- All other Soluble Salts; Can cause blistering of coatings.
CONCLUSIONS
- The higher the visual result of surface preparation, the better the coating performance.
- Specifications that call for a visual result that is not familiar to the specifier can lead to conflict in the field.
- The lower the visual result specified, the more subjective inspection and comparison to visual standards can become.
- The higher the grade of surface preparation, the higher the cost
- When ISO 8501-1 St 2 and St 3 are considered inadequate for the exposure conditions and SSPC-SP 11 is considered unnecessary for exposure and cost reasons, SSPC-SP 15 may be an economical and easier visual standard to inspect in the field if the coating manufacturer approves their coating over this level of mechanical surface preparation.
- The concentration of residual soluble salts left on a metallic surface after any level of surface treatment can have an influence on the performance of the coating and the durability of an asset.
So finally, we can state “The higher the visual result of surface preparation and the lower the soluble salt count, the better the coating performance”.
References
- ISO 8504-3: 1993 Preparation of steel substrates before application of paints and related products- Part 3 Hand-and power-tool cleaning
- ISO 8501-1: 2007 Preparation of steel substrates before application of paints and related products- Visual assessment of surface cleanliness-Part 1: Rust grades and preparation grades of uncoated steel substrates after overall removal of previous coatings.
- ISO 8501-2: 1994 Preparation of steel substrates before application of paints and related products- Visual assessment of surface cleanliness-Part 2: Preparation grades of previously coated steel substrates after localized removal of previous coatings.
- SSPC-SP 2 Surface Preparation Specification No. 2. Hand Tool Cleaning.
- SSPC-SP 3 Surface Preparation Specification No. 3. Power Tool Cleaning.
- SSPC-SP 11 Surface Preparation Specification No.11 Power Tool Cleaning to Bare Metal.
- SSPC-SP 15 Surface Preparation Standard No. 15 Commercial Grade Power-Tool Cleaning.
- SSPC-VIS 3 Guide and Reference Photographs for Steel Surfaces Prepared by Power and Hand Tool Cleaning.
Note: the photographs used in this paper are low image representations of the photographs in the referenced visual standards and should not be used as a reference for inspection. Interested parties should obtain official standards for field inspection and specification purposes.
AUTHOR DETAILS
Geoffrey White is the author of this paper. Geoff is an employee of AkzoNobel Protective Coatings and holds the position of Technical Specialist-Protective Coatings, a position he has held since 2017. Geoffrey is responsible for technical assistance to the AkzoNobel sales staff for product selection, product specification and responding to applicator inquiries on surface preparation, use, application, and other issues.